
rettifica
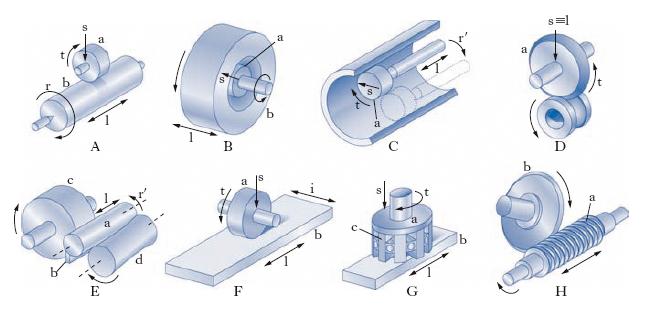
Operazione tecnologica di rifinitura, diretta a conseguire elevata precisione di lavorazione e un buon grado di finitura superficiale dei pezzi; è detta anche rettificatura. È una lavorazione con asportazione di truciolo eseguita con un utensile con taglienti a geometria indefinita, la mola, costituita da un gran numero di grani abrasivi tenuti insieme da un agglomerante. Si effettua quando è richiesta una buona finitura superficiale (dell’ordine dei millimetri) e una elevata precisione dimensionale; viene eseguita in genere su pezzi già lavorati precedentemente con asportazione di truciolo e successivamente sottoposti a un trattamento termico di bonifica; per l’elevata durezza dovuta al trattamento termico, tali pezzi non potrebbero essere lavorati su altre macchine utensili. Grazie ai progressi tecnici conseguiti si rettificano anche pezzi senza alcuna lavorazione preliminare, ottenendo ugualmente una buona finitura superficiale e tolleranze dimensionali nei limiti prescritti. Le diverse operazioni di r. vengono classificate, oltre che per lo scopo della lavorazione e la forma delle superfici da ottenere, anche per il modo in cui sono impartiti i moti di taglio e di alimentazione. R. in tondo Mediante questo tipo di lavorazione si possono rettificare superfici cilindriche o coniche (sia esterne sia interne). Nella r. in tondo per esterni (fig. A) il moto di taglio t è posseduto dalla mola a, che ruota attorno al proprio asse. Il moto di alimentazione è composto dal moto rotatorio r del pezzo b (nello stesso senso di quello della mola, ma con velocità minore) e da un moto rettilineo alternativo l, posseduto dall’utensile nel caso di pezzi di elevata lunghezza, altrimenti dal pezzo stesso; il movimento di registrazione s determina la profondità di passata e ha direzione radiale con spostamento rettilineo e intermittente, che si verifica, cioè, nell’istante dell’inversione del movimento longitudinale del pezzo. Anche nella r. in tondo per interni (fig. B) la mola a e il pezzo b ruotano nello stesso senso e il movimento di registrazione s è dato alla mola. Anche in questo caso il movimento di avanzamento assiale l può essere attribuito sia al pezzo sia all’utensile. Nella r. d’interni di pezzi di grande dimensione, si ricorre alla r. planetaria (fig. C). In questa operazione di r., la mola a possiede, oltre al moto di taglio t e di registrazione s, anche quello di alimentazione, composto da una rotazione r′ intorno all’asse del foro e da un moto traslatorio alternativo l in direzione del medesimo asse; il pezzo rimane fermo. Nella r. di superfici cilindriche con lunghezza assiale minore di quella della mola, oppure nel caso di lavorazioni di spallamenti o gole, si ricorre alla r. a tuffo (fig. D). In questo caso manca il moto di avanzamento longitudinale, e la mola a, oltre al moto di taglio t e di registrazione s, possiede un moto di alimentazione radiale continuo l. La r. senza centri viene effettuata per rettificare pezzi cilindrici di forma semplice e nel caso di elevate produzioni. Il pezzo a (fig. E) viene sostenuto da una lama di sostegno b ed è a contatto con due mole, di cui la prima c, di diametro maggiore, è detta mola operatrice, e la seconda d, di diametro minore, è detta mola alimentatrice. La mola operatrice asporta il sovrametallo; la mola alimentatrice presenta il suo asse inclinato rispetto a quello della prima mola, allo scopo di imprimere al pezzo il moto di avanzamento elicoidale con una componente l in direzione assiale e una componente rotatoria r′. R. piana Si distinguono due procedimenti: la r. tangenziale e quella frontale. Nella r. tangenziale (fig. F) l’asse della mola a è parallelo alla superficie di lavoro e il moto di taglio t è posseduto dalla mola; il moto di alimentazione è composto da un movimento di traslazione longitudinale alternativo l posseduto dal pezzo b e da un movimento trasversale intermittente i, posseduto dal pezzo o dalla mola, e realizzato automaticamente a ogni inversione del moto della tavola portapezzo. A ogni spostamento trasversale corrisponde inoltre un abbassamento automatico s della mola che determina la profondità di passata. Nel caso della r. frontale (fig. G), l’asse della mola a è perpendicolare alla superficie di lavoro; il moto di taglio t è posseduto dalla mola e il movimento di registrazione s è assiale; il pezzo b possiede solo il moto di alimentazione rettilineo alternativo l in quanto le dimensioni della mola sono sempre maggiori di quelle del pezzo da lavorare. R. speciali Si tratta di operazioni particolari di r. con cicli di lavoro completamente automatici quali, per es., la r. di alberi a gomito o alberi a camme, di ruote dentate o di profili filettati di precisione (a in fig. H) con mole a disco b.
In tecnologia chimica, lo stesso che distillazione (➔) frazionata.